 Vous êtes ici :
Vous êtes ici :








Machine d'extrusion de tuyaux OPVC
Renseigner
INTRODUCTION AUX TUYAUX EN PVC-O
● L'étirement axial et radial du tube PVC-U produit par extrusion permet d'agencer les longues chaînes moléculaires de PVC de manière ordonnée, améliorant ainsi sa résistance, sa ténacité et sa résistance mécanique. Les performances au poinçonnement, à la fatigue et aux basses températures ont été considérablement améliorées. Les performances du nouveau matériau (PVC-O) obtenu par ce procédé dépassent largement celles du tube PVC-U classique.
● Des études ont montré que par rapport aux tuyaux en PVC-U, les tuyaux en PVC-O peuvent considérablement économiser les ressources en matières premières, réduire les coûts, améliorer les performances globales des tuyaux et réduire le coût de construction et d'installation des tuyaux.
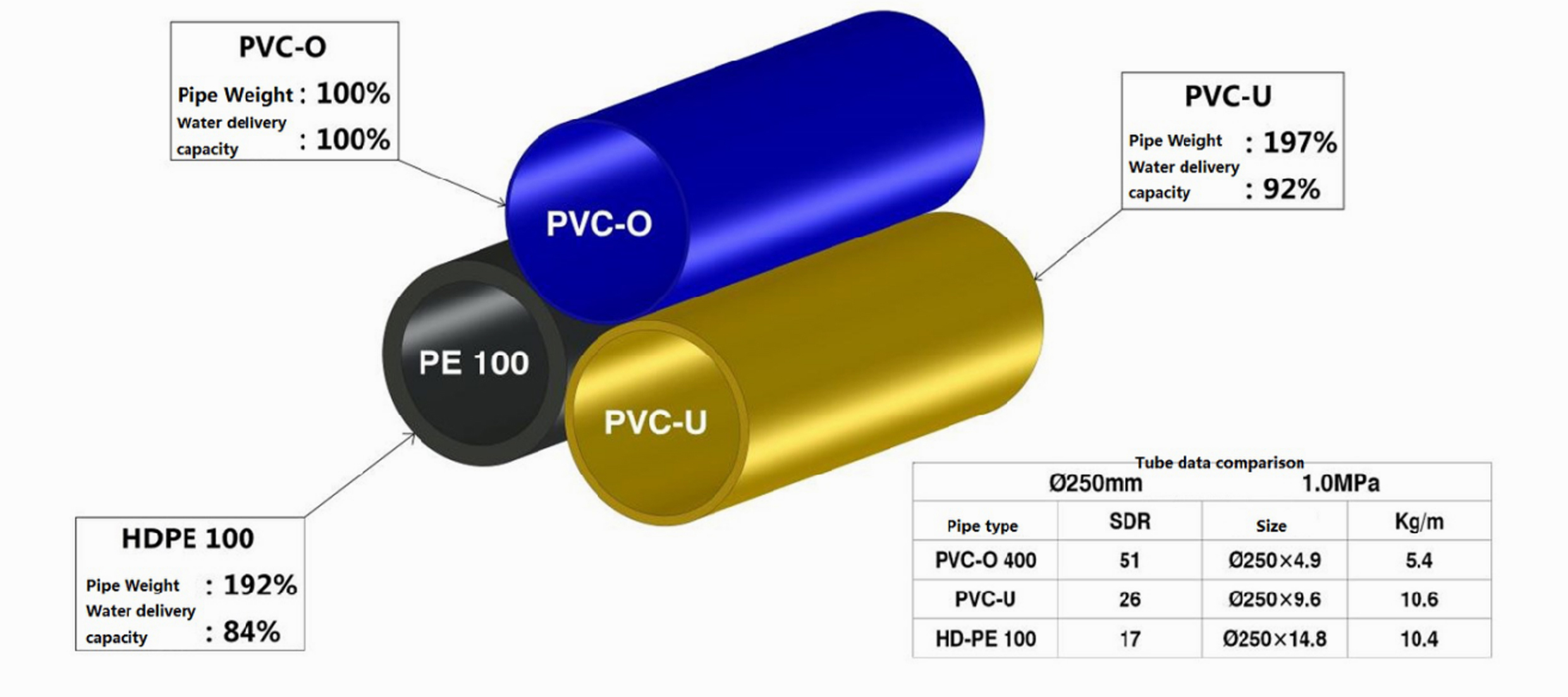
Comparaison des données
Entre les tuyaux en PVC-O et les autres types de tuyaux
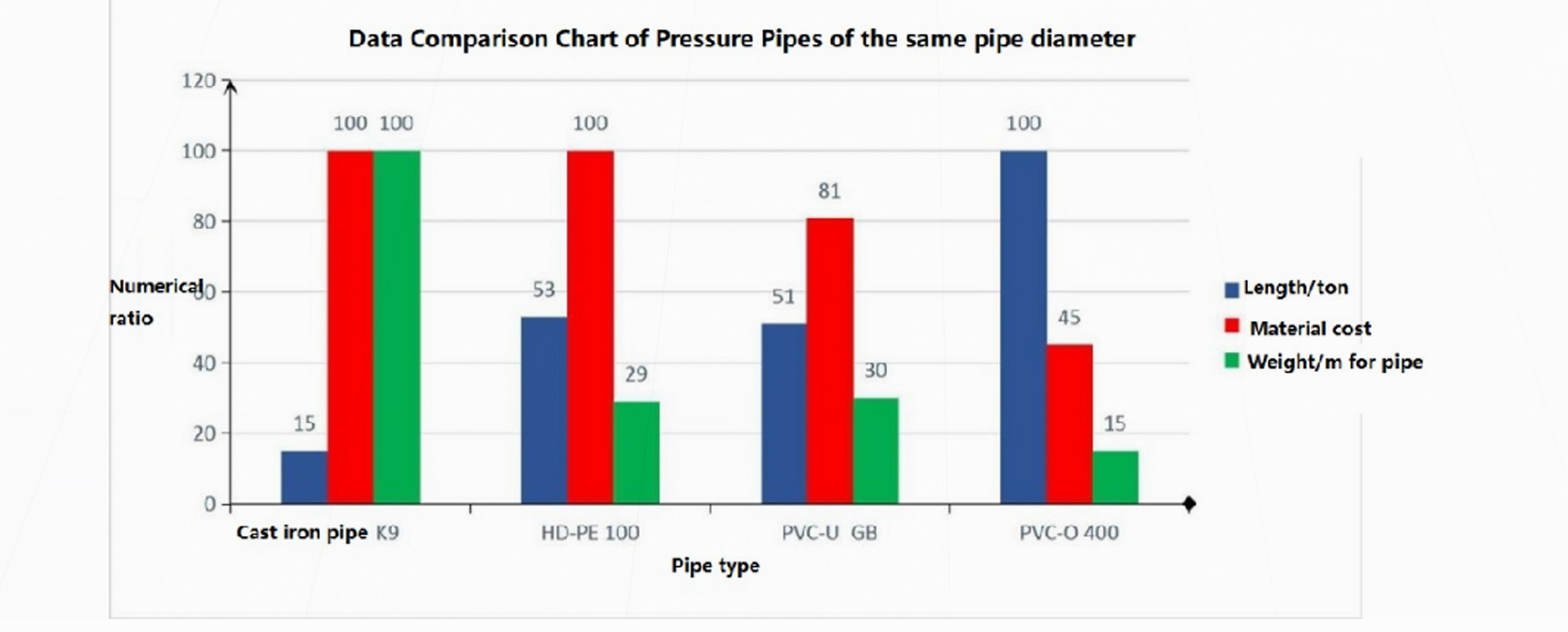
Le graphique répertorie quatre types de tubes (de moins de 400 mm de diamètre) : les tubes en fonte, les tubes en PEHD, les tubes en PVC-U et les tubes en PVC-O de grade 400. Le coût des matières premières des tubes en fonte et en PEHD est le plus élevé, mais reste globalement identique. Le poids unitaire du tube en fonte K9 est le plus important, plus de six fois supérieur à celui du tube en PVC-O, ce qui rend le transport, la construction et l'installation extrêmement complexes. Les tubes en PVC-O présentent les meilleures caractéristiques, le coût des matières premières le plus bas, le poids le plus léger et, à volume de matière équivalent, permettent de produire des tubes plus longs.
Paramètres d'indice physique et exemples de tuyaux en PVC-O
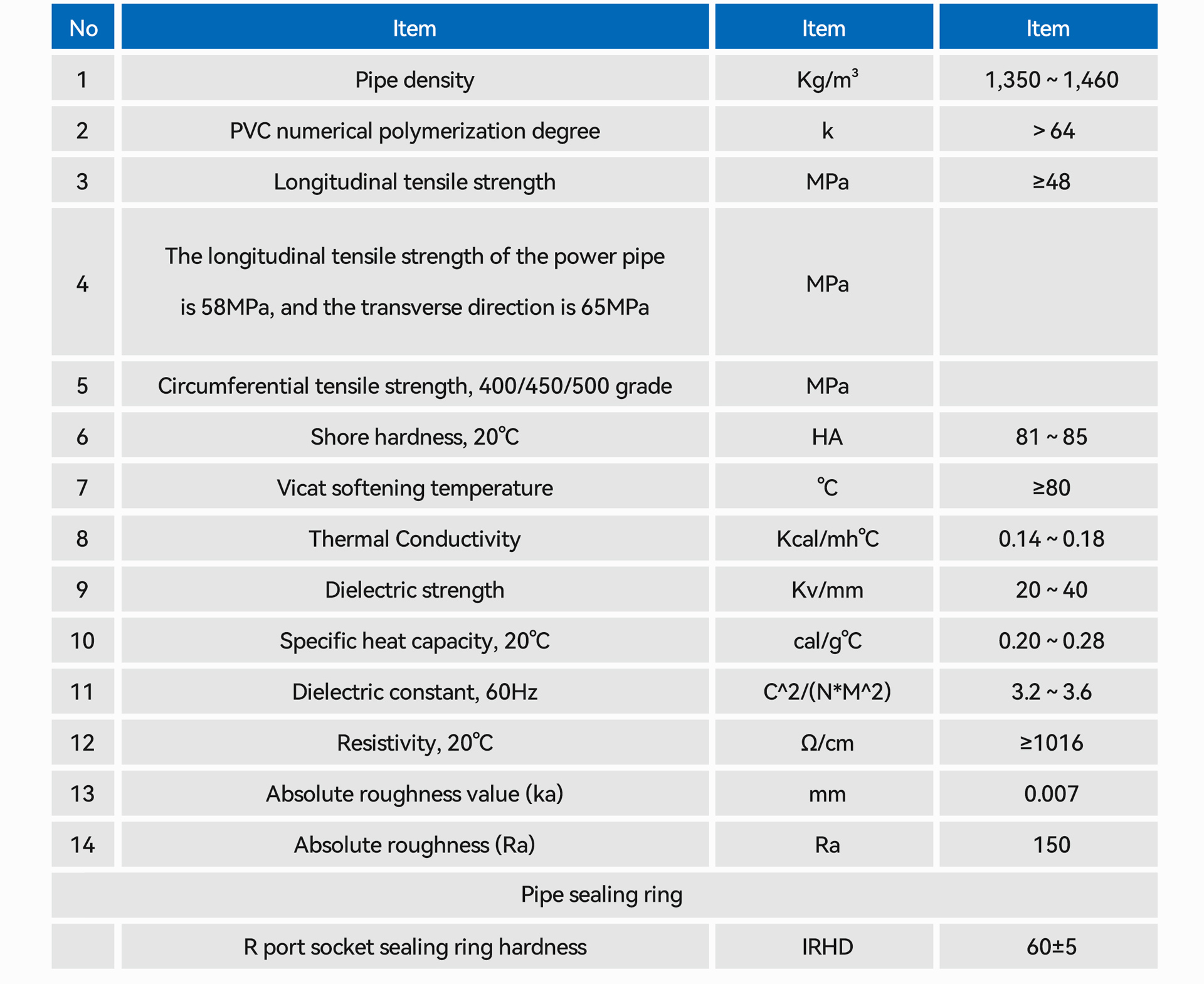
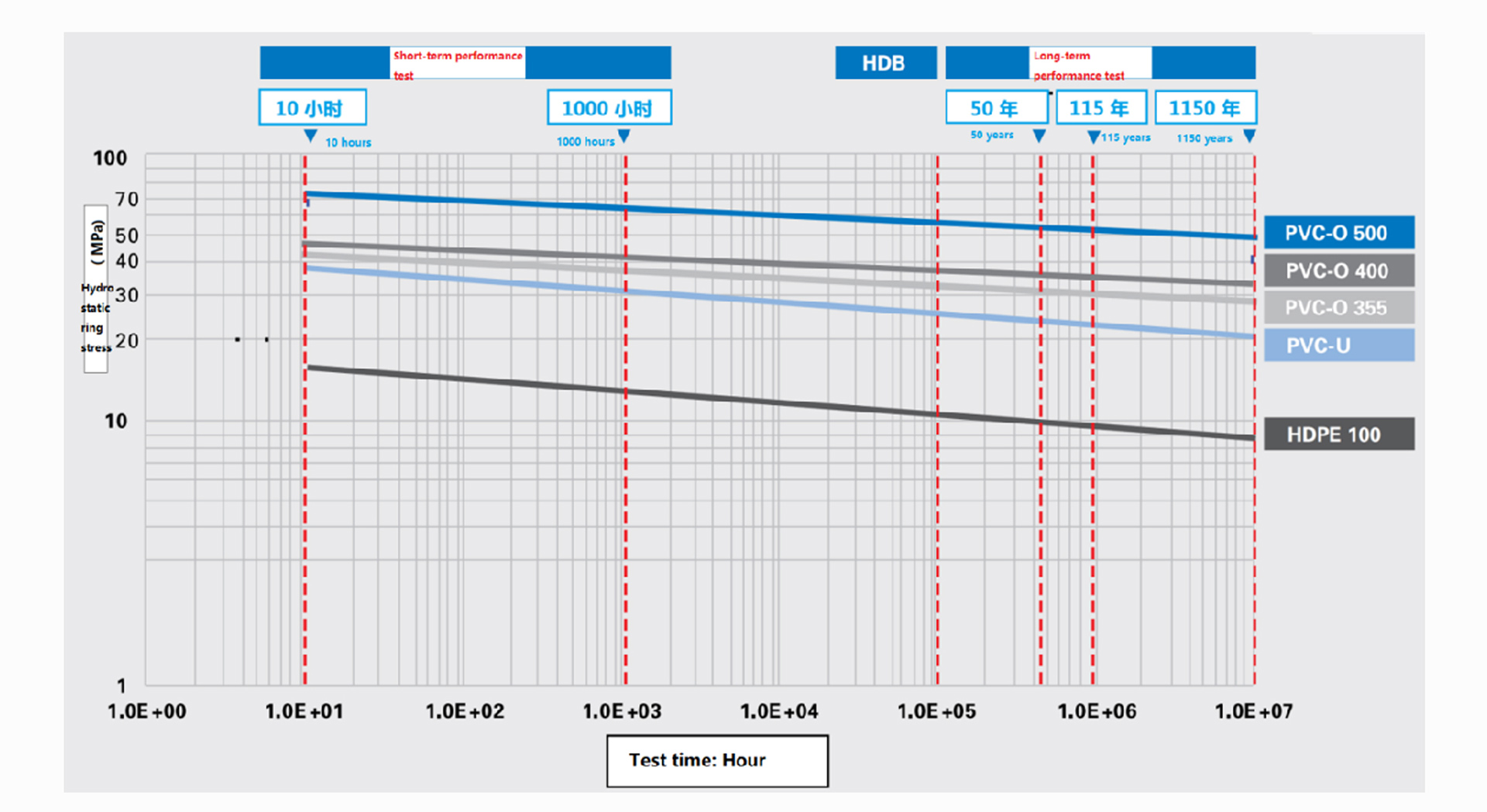
Tableau comparatif des courbes hydrauliques des tuyaux en plastique
Normes pertinentes pour les tuyaux en PVC-O
Norme internationale : ISO 1 6422-2024
Norme sud-africaine : SANS 1808-85:2004
Norme espagnole : UNE ISO16422
Norme américaine : ANSI/AWWA C909-02
Norme française : NF T 54-948:2003
Norme canadienne : CSA B137.3.1-09
Norme brésilienne : ABTN NBR 15750
Norme Incian : IS 16647:2017
Norme chinoise de construction urbaine : CJ/T 445-2014
(La norme nationale britannique est en cours d'élaboration)

Extrudeuse à double vis parallèle
● Barillet avec refroidissement par eau forcé
● Boîte de vitesses à couple ultra élevé, coefficient de couple 25, roulement allemand INA, auto-conçu et personnalisé
● Conception à double vide
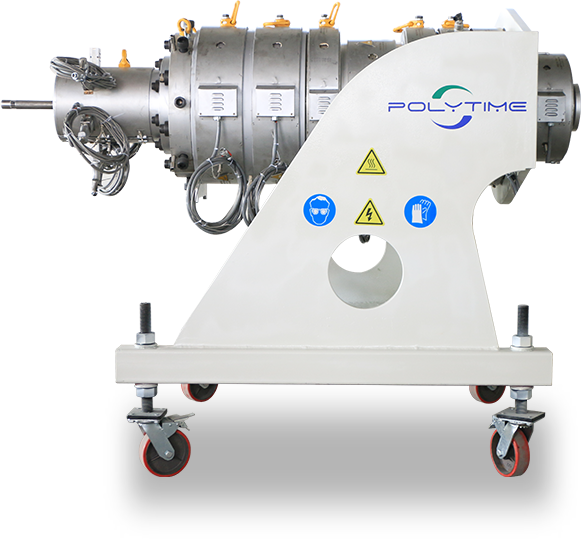
Tête de filière
● La structure à double compression du moule peut éliminer complètement les éclats de confluence causés par le support de shunt
● Le moule dispose d'un refroidissement interne et d'un refroidissement par air, ce qui permet de contrôler avec précision la température intérieure du moule
● Chaque partie du moule possède un anneau de levage, qui peut être soulevé et démonté indépendamment
Réservoir à vide
Toutes les pompes à vide sont équipées d'une pompe de secours. En cas de panne, la pompe de secours redémarre automatiquement sans compromettre la continuité de la production. Chaque pompe est équipée d'une alarme indépendante avec voyant lumineux.

● Conception à double chambre de la boîte à vide, démarrage rapide du vide, économie de déchets lors du démarrage et de la mise en service
● Avec un dispositif de chauffage du réservoir d'eau, pour éviter que la température de l'eau dans le réservoir d'eau ne soit trop froide ou ne puisse pas démarrer après la congélation
Unité de transport
●Avec dispositif de refendage, coupe le tuyau au démarrage de l'équipement et facilite la connexion du tuyau de plomb
●Les deux extrémités du convoyeur sont équipées de mécanismes de levage et d'hébergement électriques, ce qui est pratique pour ajuster la hauteur centrale lors du remplacement de tuyaux de différents diamètres extérieurs pendant le processus de production

Machine de chauffage infrarouge
● Radiateur céramique creux, chauffage COSCO, plaque chauffante importée d'Allemagne
● Capteur de température intégré sur la plaque chauffante, contrôle précis de la température, avec une erreur de +1 degré
● Contrôle indépendant de la température pour chaque direction de chauffage
Scie planétaire
● Le dispositif de serrage coopère avec le système servo pour améliorer la précision de coupe

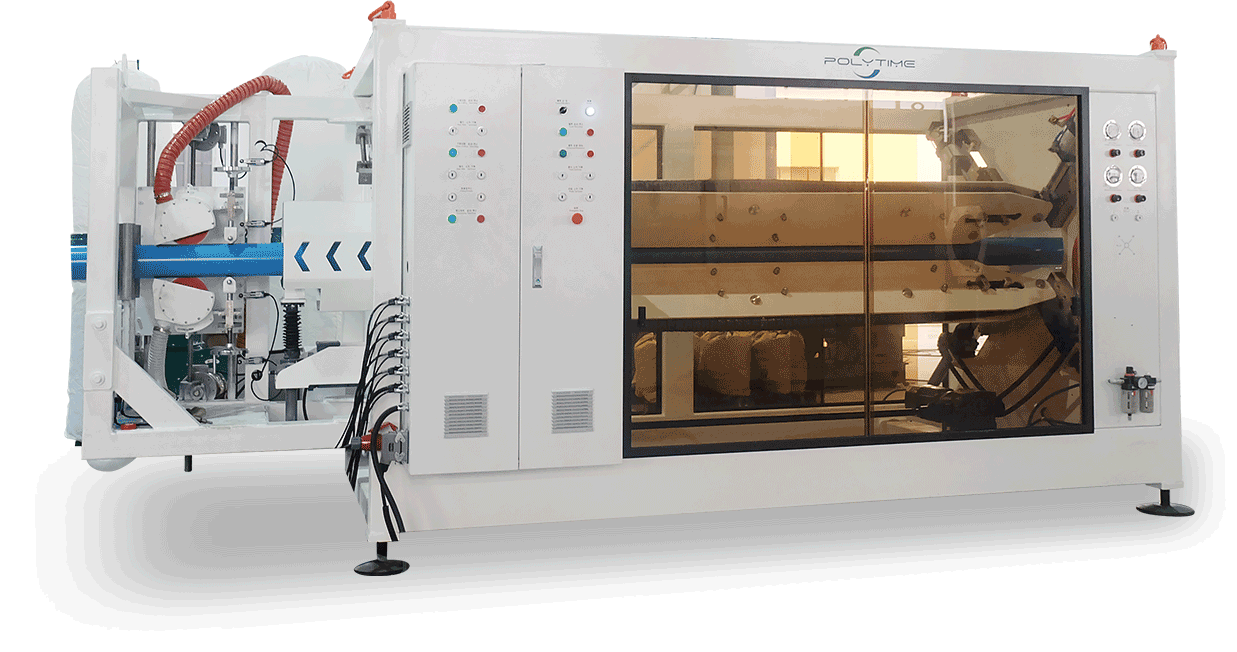
Machine à clocher
● Lors du manchonnage, il y a un bouchon à l'intérieur du tuyau pour empêcher le tuyau de chauffer et de rétrécir
● La prise et la mise en place du corps de la fiche sont effectuées par le robot, de manière entièrement automatique
● Il y a un anneau de refroidissement par eau dans le four, qui peut contrôler la température de chauffage de la face d'extrémité du tuyau
● Il y a un chauffage à air chaud dans la matrice de la douille pour contrôler la température, Découpe avec poste de travail indépendant

MÉTHODE DE PRODUCTION DE TUYAUX EN PVC-O
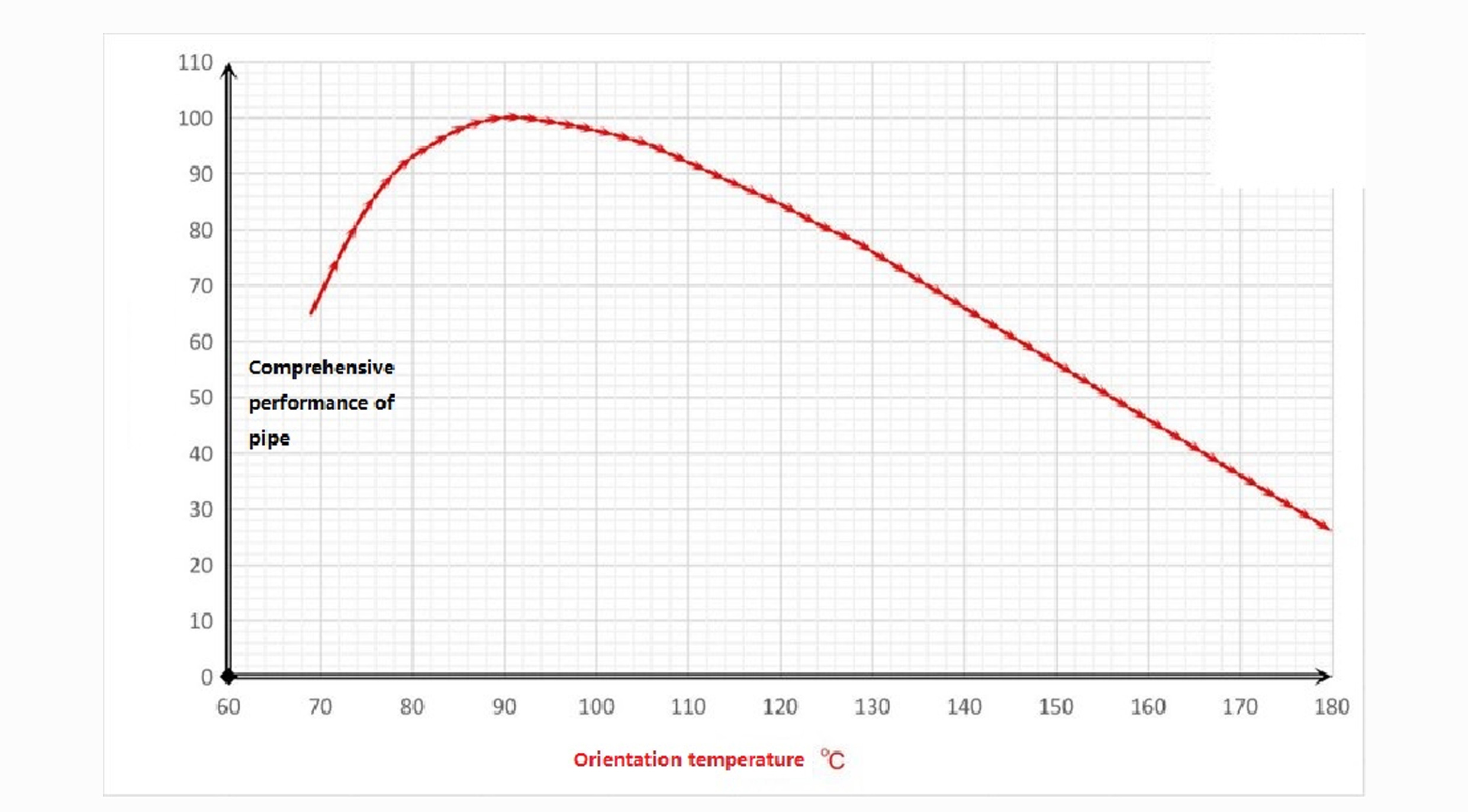
La figure suivante montre la relation entre la température d'orientation du PVC-O et les performances du tuyau :
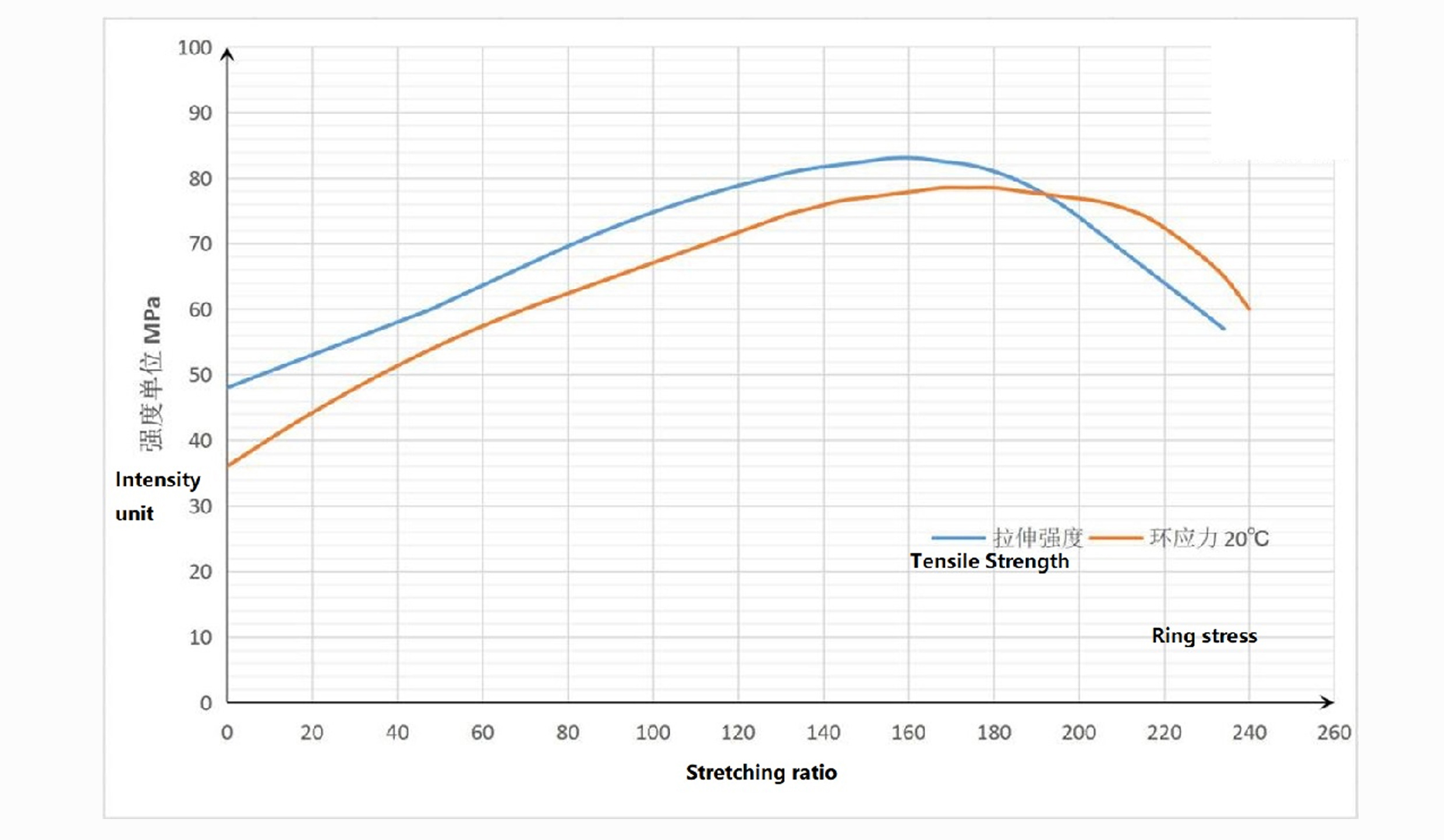
La figure ci-dessous montre la relation entre le rapport d'étirement du PVC-O et les performances du tuyau : (pour référence uniquement)
PRODUIT FINAL

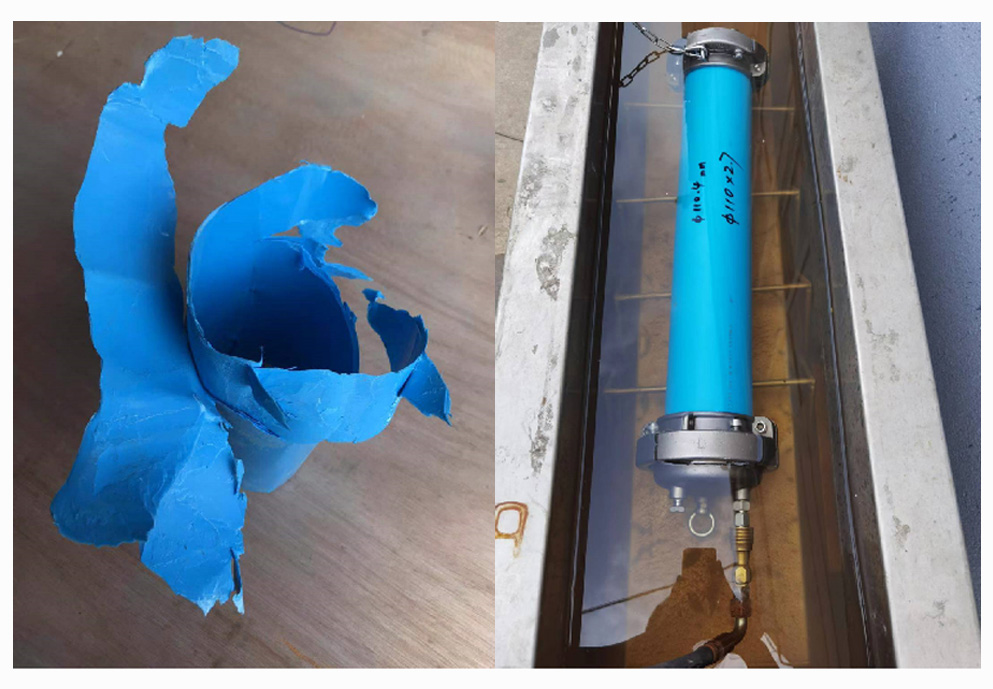
Photos finales des produits de tuyaux en PVC-O
L'état stratifié des tuyaux en PVC-O Test de pression